Буравая долата TCI IADC537 9 1/2″ (241 мм) для нафтавых свідравін у цвёрдых пародах




Апісанне прадукту
Трыканальныя долаты даступныя з новымі сталёвымі зубцамі і ўстаўкамі з карбіду вальфраму, памерам ад 3 3/8 цалі (85,7 мм) да 26 цаляў (660,4 мм) для выкарыстання ва ўсіх пластах, з любым тыпам падшыпніка/ўшчыльнення і шырокім спектрам дадатковых карыстальніцкіх функцый. Трыканальныя долаты шырока выкарыстоўваюцца ў горназдабыўной прамысловасці, нафтавых свідравінах, вадзяных свідравінах, цеплавым бурэнні.
Трыканусная біта ўключае біты са сталёвымі зубцамі (таксама званыя фрэзераванымі зубцамі) і біты з карбіду вальфраму (TCI). Біты TCI значна больш трывалыя, чым біты са сталёвымі зубцамі, але маюць больш высокі кошт вытворчасці.
Абедзве гэтыя дзве групы трохконусных біт даступныя з
(1) Адкрыты падшыпнік або герметычны падшыпнік
(2) Ролікавы падшыпнік або падшыпнік фрыкцыі (падшыпнік качэння)
(3) Абаронены манометрам або неабаронены манометрам і г.д.

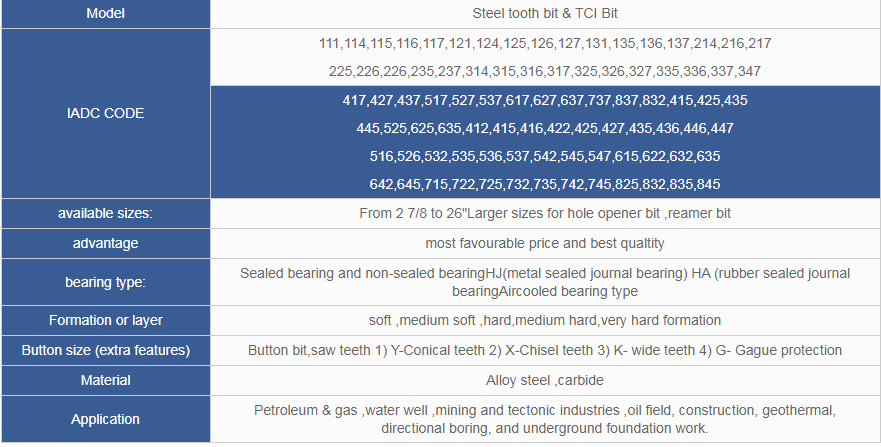
Спецыфікацыя прадукту
| Асноўная спецыфікацыя | |
| Памер горнага дола | 9,5 цаляў |
| 241,3 мм | |
| Тып біта | Трыканусны біт TCI |
| Разьбовае злучэнне | 6 5/8 PIN-код рэг. API |
| Код IADC | IADC 537G |
| Тып падшыпніка | Герметычны падшыпнік з абаронай ад калібраў |
| Ушчыльненне падшыпніка | Эластамер або гума/метал |
| Абарона пяткі | Даступна |
| Абарона ад хваста кашулі | Даступна |
| Тып цыркуляцыі | Цыркуляцыя гразі |
| Стан свідравання | Ратацыйнае свідраванне, высокатэмпературнае свідраванне, глыбокае свідраванне, маторнае свідраванне |
| Сопла | Тры фарсункі |
| Рабочыя параметры | |
| WOB (вага на долаце) | 24 268–54 155 фунтаў |
| 108-241KN | |
| Абароты ў хвіліну (аб/мін) | 50~220 |
| Фарміраванне | Сярэдняя фармацыя з нізкай трываласцю на сціск, такая як сярэдні, мяккі сланец, сярэдне-мяккі вапняк, сярэдне-мяккі вапняк, сярэдне-мяккі пясчанік, сярэдняя фармацыя з больш цвёрдымі і абразіўнымі праслойкамі і г.д. |
Трыканусная бітумная долата TCI 9 5/8" мае спецыяльны памер ад 9 1/2" да 9 7/8", гэты спецыяльны памер заўсёды працуе з 9 1/2" або 9 7/8" для вырашэння праблемы ўсаджвання пры свідраванні абразіўных парод.




Катэгорыі прадуктаў
-

Свердзел TCI IADC537 16″ (406,4 мм)
-
Свідравіны PDC для свідравання горных парод з зваротнай цыркуляцыяй API ...
-

Зменныя аднаролікавыя конусныя фрэзы для піла...
-

Завод API па вытворчасці ратацыйнага ролікавага дола IADC517 4 3/4 & ...
-

Фабрыка адтулін API PDC для цвёрдых парод HDD...
-

Трыканусны разак для свідравання цвёрдых парод для пілонаў...